Comprehensive Tech Tip on Thread Galling
How to Eliminate Thread Galling

Thread galling is a popular topic since it can be confusing. Our goal in researching and expanding the content was to provide a thorough explanation in simple layman’s terms. We’ve avoided technical fastener language, so readers don’t have to be a fastener engineer to understand it.
Next, we took the seven remedies posted on the web and produced a one-page solutions guide version in PDF format that can be downloaded. “That way our customers can print it for easy reference,” noted Peterson.
If you work with fasteners, you likely know the hazards of galling, or cold welding, as it’s often called.
Hazards of Galling

- Damaged threads
- Seized bolts
- Broken fasteners
- Weakened joints
- Difficult removal
What Causes Galling?
Fasteners like stainless steel, aluminum, and titanium produce their own protective oxide film to prevent corrosion and are especially prone to galling.
The film breaks down under installation pressures and the resulting metal-to-metal friction causes heat that fuses and can seize the metal.
This can be especially hazardous.
Example:
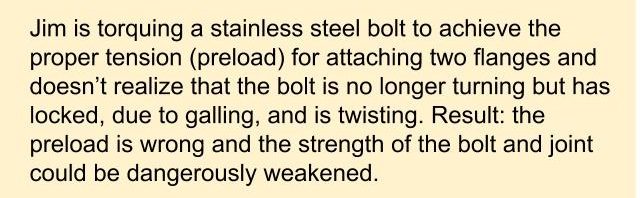
Here are 7 common solutions:
- Use proper lubricants
- Slow down the tightening speed
- Choose coarse threads where possible
- Avoid cut bolt threads
- Mix nut and bolt grades while maintaining mechanical properties
- Beware of prevailing torque lock nuts
- Keep threads clean; follow torque specs.
7 Ways to Prevent Thread Galling
Use proper lubricants
Pre-applied or applied on-site, dry film lubricants or lubricants rich in molybdenum disulfide (moly), graphite, mica, talc, and even extreme pressure waxes are effective at reducing friction. Brand names include Perma-Slik® RAC, Xylan, and DELTA® SEAL. Fluoropolymer coatings are also effective. They include PTFE, commonly referred to as Teflon, PVDF, PFA, and FEP. Other remedies include Loctite and Aero-Chem® lines of anti-seize products.
Slow down tightening speed
The slower the power tool speed, the less heat is generated and the less likely galling will occur – during installation and removal. So, control speed when using powered equipment, or use hand tools where galling may occur.
Choose coarse threads where possible
Fine threads can have more surface area and their thread clearance may be reduced. Higher thread friction can result. Use coarse threads where possible.
Avoid cut bolt threads
Ordinary bolt threads are rolled between dies, which produce relatively smooth surfaces. Lathe-cut bolts typically have rougher threads which create more heat when coupled with nuts that usually have tapped threads.
Thread rolling photo courtesy of Horst Engineering/Thread Rolling Inc.
Mix nut and bolt grades while maintaining mechanical properties
Metal grades have different hardnesses and when mixed, can stop galling. Example: use a type 304 stainless steel nut with a type 316 bolt. Generally, the softer the metal, the more apt it is to gall. Thread galling is excessive mechanical contact between mating surfaces.
Beware of prevailing torque lock nuts
Lock nuts like these are designed to add resistance when installed and generate lots of heat. So avoid them, or install them very slowly. Nylon insert lock nuts paired with stainless steel is a common troublesome issue.

Keep threads clean; follow torque specs
Dirt and nicks on threads create friction and, in turn, heat. Similarly, over-torquing can stretch fasteners beyond their ability to continue creating tension (they lose their elasticity) which can lead to thread binding.
Resources
Atlantic Fasteners Tech Tips
Online Catalog